Spis treści
Dlaczego warto integrować nalewarkę i etykieciarkę na jednej linii?
Bo rośnie wydajność, spada liczba błędów, a cały proces staje się stabilniejszy i tańszy w obsłudze.
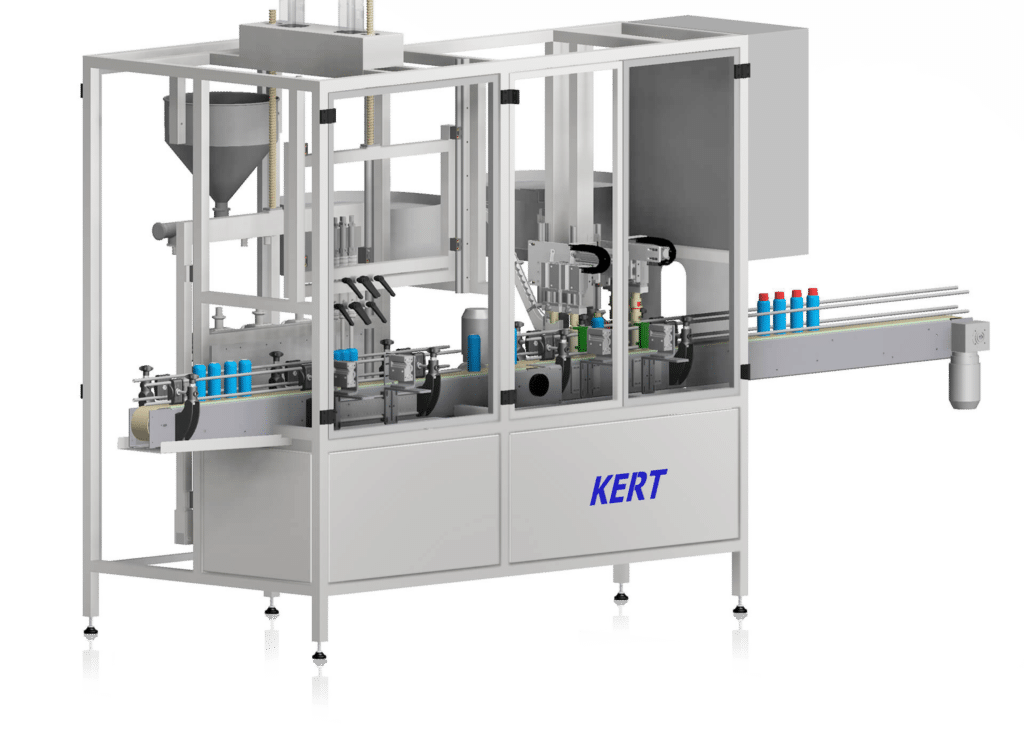
Wspólna linia skraca czas cyklu i ogranicza ręczne transfery. Zyskujesz spójny takt, mniej przestojów i stałą jakość etykiety, bo produkt przechodzi płynnie od nalewania, przez zakręcanie, do etykietowania. Jedno miejsce sterowania ułatwia nadzór i raportowanie. KERT projektuje kompletne układy nalewanie–zakręcanie–etykietowanie, dopasowane do typu opakowań i wymagań procesu. Dzięki temu łatwiej skalować produkcję bez chaosu organizacyjnego.
Jak ocenić kompatybilność mechaniczną i przepływ produktu?
Sprawdź wymiary, kierunek ruchu, wysokości transporterów i punkty przekazania produktu.
Na start porównaj wysokość i szerokość taśm oraz kierunek pracy maszyn. Zwróć uwagę na punkty transferu z nalewarki do zakręcarki i dalej do etykieciarki. Ważna jest akumulacja, która amortyzuje wahania prędkości. Oceniaj też sztywność prowadnic, back-pressure oraz stabilność opakowań przy przyspieszaniu i hamowaniu. Przy małej przestrzeni rozważ kompaktową głowicę etykietującą montowaną bezpośrednio nad przenośnikiem.
Jak dopasować prędkość i synchronizację maszyn na linii?
Ustal wspólny takt linii oraz jasne reguły spowalniania i zatrzymania przy zatorach.
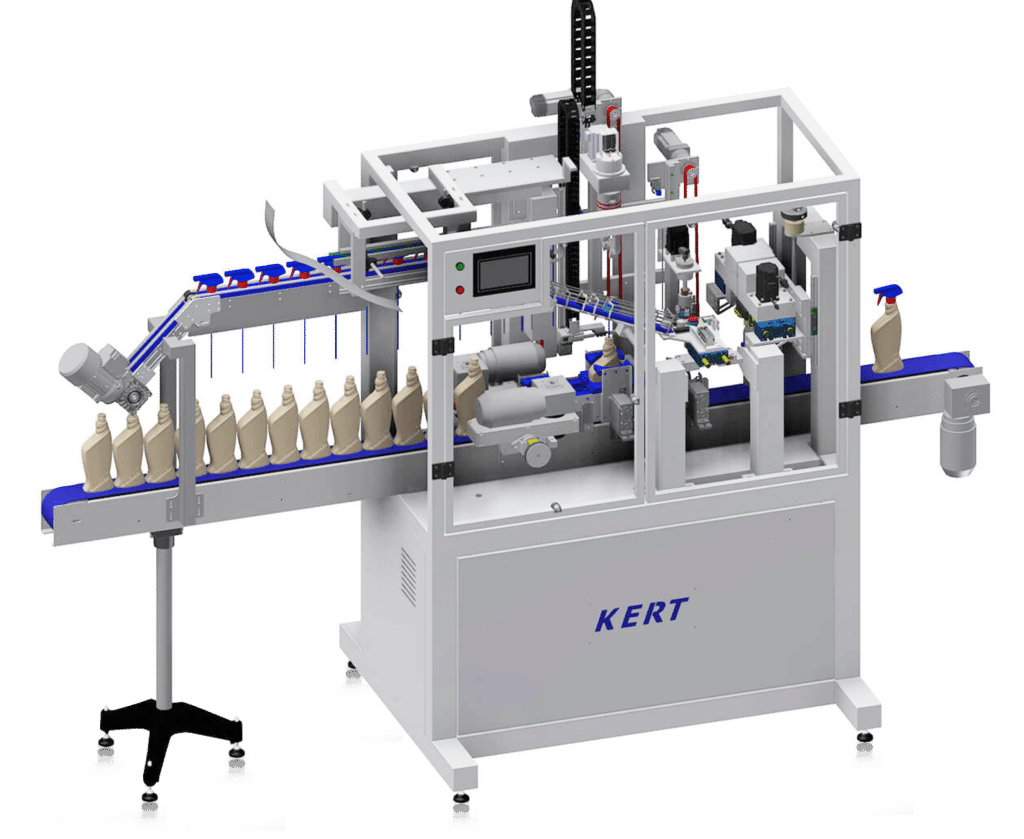
Nalewarka zwykle wyznacza maksymalną wydajność. Etykieciarka powinna pracować z zapasem prędkości, aby nadgonić krótkie fluktuacje. Wprowadź logikę starve–block. Gdy etykieciarka zwolni, akumulacja chroni nalewarkę przed natychmiastowym postojem. Stosuj enkoder taśmy i wspólne nastawy prędkości, aby utrzymać stałą długość etykiety na obwodzie. Dla stabilności włącz miękkie rozpędzanie i łagodne hamowanie transporterów.
Jak zintegrować systemy sterowania i protokoły komunikacji?
Wybierz nadrzędny sterownik linii, zdefiniuj interfejs sygnałów i wspólny standard wymiany danych.
Nadrzędny panel HMI powinien udostępniać receptury, alarmy i trend prędkości. Ustal listę sygnałów: gotowość, blokada, brak materiału, setpoint prędkości, status partii. Do komunikacji użyj sprawdzonych protokołów Ethernet dla przemysłu, zgodnych z użytymi sterownikami. Zaprojektuj obwody bezpieczeństwa obejmujące wszystkie maszyny. Oddziel sieć bezpieczeństwa i sterowania od sieci biurowej. Uzgodnij format raportów produkcyjnych i archiwizację danych.
Jak dobrać czujniki i sygnały wyzwalające etykietowanie?
Zastosuj czujnik obecności produktu i enkoder prędkości taśmy. Dobierz detekcję etykiety do jej materiału.
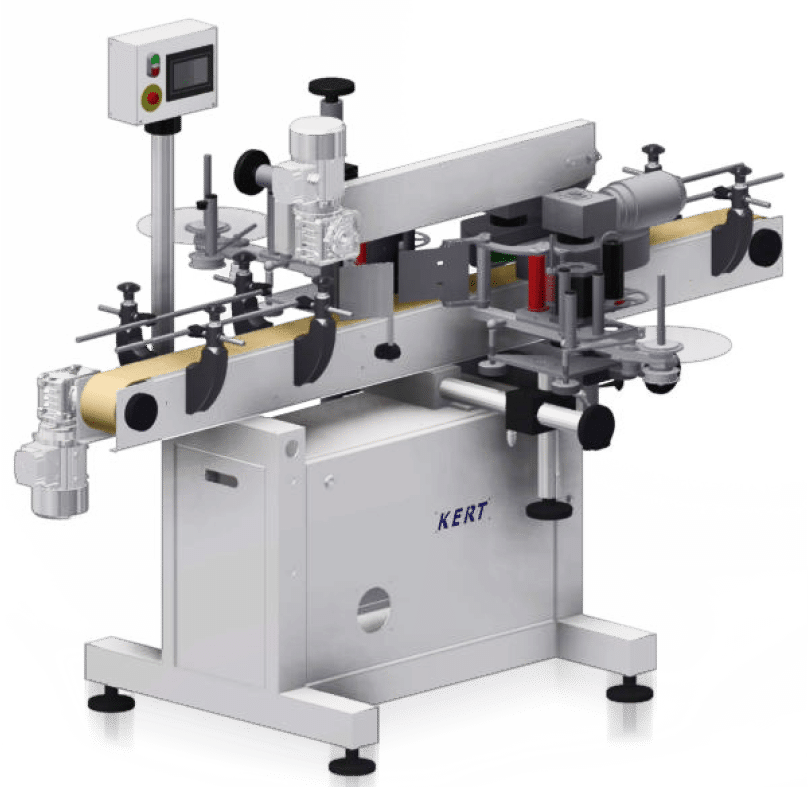
Do wykrycia butelki użyj fotoelektrycznego czujnika odbiciowego lub bariery. Zapewnij stałą odległość i ekrany przeciw odbiciom od połysku. Do synchronizacji podawania etykiety przydaje się enkoder sprzężony z taśmą. Dla etykiet przezroczystych użyj czujnika ultradźwiękowego lub pojemnościowego zamiast optycznego. Pamiętaj o opóźnieniu między detekcją produktu a krawędzią podajnika, zapisanym w recepturze.
Jak planować przezbrojenia, aby skrócić przestoje produkcyjne?
Opracuj receptury, ogranicz liczbę części formatowych i wprowadź szybkie regulacje bez narzędzi.
Przezbrojenia skraca standaryzacja. Zapisz w HMI wysokości, opóźnienia, długości etykiet i prędkości. Stosuj skale na prowadnicach, szybkozłącza i kolorowe oznaczenia części. Łącz zestawy formatek w czytelne komplety. W magazynie trzymaj tylko sprawdzone warianty tulei i kół gwiazdowych. Przy większej zmienności formatu rozważ głowice etykietujące o poszerzonym zakresie regulacji.
Jak zapewnić kontrolę jakości i śledzenie etykiet na produkcie?
Zintegruj kontrolę obecności i położenia etykiety, weryfikację kodów oraz odrzut niezgodnych sztuk z zapisem do raportu partii.
System wizyjny sprawdza kąt, wysokość i pęcherze. Skaner weryfikuje kody kreskowe lub QR oraz czytelność daty i numeru partii. Moduł odrzutu usuwa wadliwe sztuki do pojemnika kontrolnego. Dane z kontroli zapisuj razem z recepturą i czasem zmiany. To ułatwia reklamacje i audyty. KERT integruje kontrolę jakości z linią, co porządkuje raportowanie i ułatwia analizę OEE.
Jak przeprowadzić testy i odbiór linii przed startem produkcji?
Przeprowadź testy FAT i SAT na pełnym asortymencie opakowań, z protokołem kryteriów i szkoleniem zespołu.
Testy w fabryce wykonawcy obejmują próby na sucho i z materiałem. Sprawdź wydajność nominalną i graniczną, stabilność etykiety, działanie odrzutów i bezpieczeństwo. Przy odbiorze u klienta odtwórz scenariusze awaryjne, zapełnij raport z listą usterek i działań korygujących. Zapisz wzorcowe receptury i plan przeglądów. Szkolenie operatorów domyka proces i ogranicza krzywą uczenia.